-

-
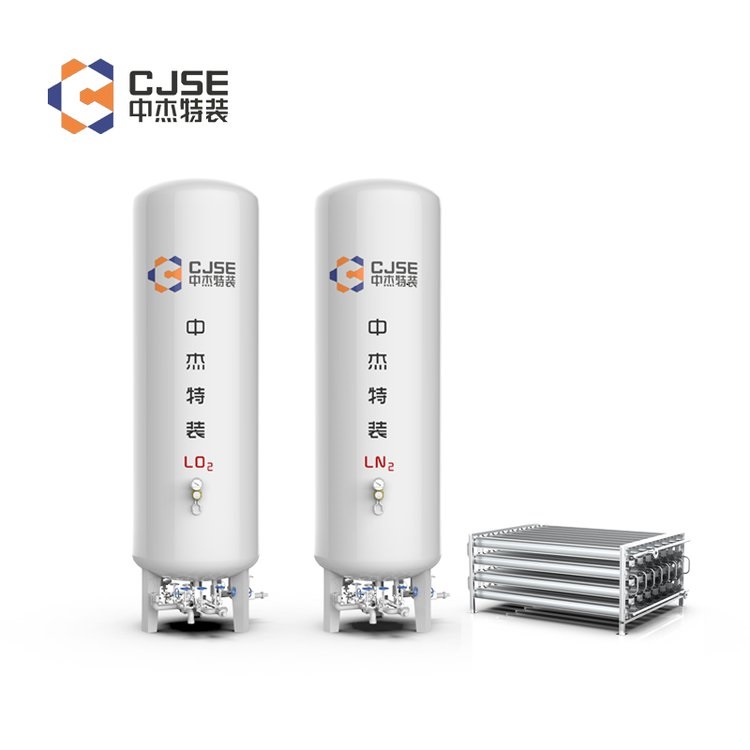
山東中杰特種裝備股份有限公司
SHANDONG ZHONGJIE PRESSURE EQUIPMENT CO., LTD
-
全國服務咨詢熱線:
18769007684
SHANDONG ZHONGJIE PRESSURE EQUIPMENT CO., LTD
18769007684



產(chǎn)品描述

您是第9654175位訪客
版權(quán)所有 ©2025-05-18 魯ICP備11026805號-109
山東中杰特種裝備股份有限公司 保留所有權(quán)利.
手機網(wǎng)站

微信號碼
地址:山東省 菏澤 牡丹區(qū) 東城街道 開發(fā)區(qū)濟南路2218號
聯(lián)系人:于秋波先生(業(yè)務經(jīng)理)
微信帳號:931369632
貨供應")


驗更放心")

品安全性高")
